管式炉臭氧系统密封性检测的5个关键点
这里是北京同林臭氧。我们在之前的文章里讨论过管式炉臭氧分布不均的问题——但浓度不稳有时候不是设备本身的问题,而是气路系统存在泄漏。臭氧比空气活泼得多,微小泄漏不仅造成浓度损失,还可能导致安全隐患。今天聊一聊管式炉臭氧系统密封性检测的关键环节,帮助实验人员系统性地排查泄漏风险。密封性检测不是随便拿肥皂水刷一遍就完事了。管式炉臭氧系统涉及臭氧发生器(北京同林科技有限公司Atlas P30高浓度臭氧发生器)、管路、石英管、尾气处理装置(北京同林科技有限公司F800臭氧尾气破坏器)等多个环节,检测方法要针对不同部位的特点来选择。
一、加压保压法——整体密封性的基础检测
加压保压法是检测管式炉臭氧系统整体密封性的基本方法。
具体操作:
关闭系统所有阀门和出口,向系统内充入干燥压缩空气或氮气,分阶段缓慢增压至设定压力。设定压力建议取以下两者的较小值:
工作压力的1.05~1.1倍
系统薄弱部件(如石英管、密封圈)的允许耐压值
安全提示: 一般石英管系统的检测压力建议不超过0.2 MPa,避免损坏石英管或密封件。
稳压后记录初始压力值,观察一段时间内压力是否下降。如果单位时间内压力下降超过允许范围(通常为5%),说明系统存在泄漏。
优点: 适用于整体密封性初检,操作相对简单。
局限: 定位泄漏点能力有限。
注意事项: 环境温度变化会影响压力读数,建议在温度稳定的环境中检测,或使用带温度补偿的压力传感器。避免瞬时高压冲击装置。

二、涂抹检漏液法——精确定位泄漏点
初步确定系统存在泄漏后,需要逐段排查定位具体漏点。
具体操作:
在疑似泄漏部位(接口、法兰、阀门密封处等)均匀涂刷专用检漏液或肥皂水溶液,观察是否有气泡产生。气泡出现的位置即为泄漏点,气泡大小和产生速率可初步判断泄漏严重程度。
技术要点:
选用低表面张力配方检漏液,灵敏度更高
微小泄漏的气体流量极低,需要足够时间让气体在检漏液下聚集成可见气泡,因此应耐心观察30秒以上
石英管与金属接头连接处因热膨胀系数差异容易微漏,需重点关注
原理说明: 气泡并非因“压力差积累”产生,而是泄漏气体在液膜下持续聚集至可观测体积。原版中“积累压力差”的表述不够准确,此处已修正。
三、分段隔离法——复杂系统的化整为零检测
管式炉臭氧系统往往包含多个组件,逐一排查效率较低。分段隔离法将系统分成若干独立段,逐段检测密封性。
典型分段方式:
臭氧发生器出气端为一个测试段
石英管与管路连接为一个测试段
尾气处理装置为一个测试段
操作流程:
通过在三通或阀门处设置隔离点,分别对各段加压检测。每段检测通过后,再进行相邻两段的联合测试,逐步扩大检测范围,确认整个系统密封性。
建议: 新系统安装调试阶段预留分段检测接口;已安装系统可考虑增加隔离阀门。该方法尤其适合正式投用前系统性排查。

四、真空衰减法——适合石英管的精密检测
石英管是管式炉臭氧系统中脆弱的密封环节,承受压力有限,不适合常规加压检测。真空衰减法是更合适的方法。
具体操作:
使用真空泵将石英管内抽至一定真空度后关闭阀门,记录初始真空度,观察一段时间内真空度的变化。如果真空度上升(即系统内压力增大),说明存在气体渗入,即存在泄漏。
设备要求: 性能稳定的真空泵、合适量程的真空计。
检测灵敏度: 与初始真空度、观察时间相关。
安全提示: 石英管在抽真空时承受外部大气压差,大直径或薄壁石英管有压裂风险,应控制抽气速率并确认石英管耐压能力。
适用范围: 不仅可检测石英管本身密封性,还可检测其与密封圈、端盖连接处的密封效果。
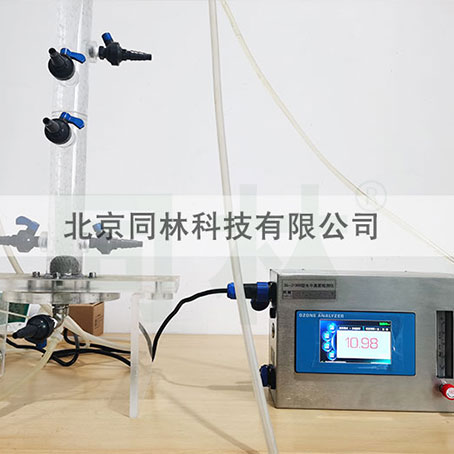
五、臭氧浓度法——运行状态下的间接检测
有时不方便停机做专门检测,或需要验证修复效果。臭氧浓度法可在正常运行状态下间接判断系统密封性。
操作与判断:
在进气臭氧浓度和流量稳定的条件下,观察反应器出口或石英管出口的臭氧浓度变化。如果出口浓度明显低于预期,且排除以下因素后仍无改善,才可怀疑气路存在泄漏:
臭氧自身热分解(尤其管式炉高温条件下)
温漂、流量波动
检测仪采样管路吸附或零点漂移
反应物或产物的淬灭作用
重要说明: 出口臭氧浓度下降的原因非常多,不能仅凭浓度下降直接判定为泄漏。该方法属于间接辅助判断,一旦发现异常,建议结合涂抹检漏液法或分段隔离法进行详细排查。
日常应用: 可作为日常巡检的补充手段,但不能替代正式密封性检测。
总结
方法 | 适用场景 | 注意事项 |
加压保压法 | 整体密封性初检 | 压力不得超过部件耐压上限,建议≤0.2 MPa |
涂抹检漏液法 | 精确定位漏点 | 微小泄漏需等待30秒以上聚气 |
分段隔离法 | 复杂系统逐段排查 | 预先预留检测接口 |
真空衰减法 | 石英管精密检测 | 注意外压差导致石英管破裂 |
臭氧浓度法 | 运行状态间接判断 | 不可单因素归因于泄漏,需排除温度等因素 |
如需臭氧实验设备选型或系统搭建方面的技术支持,可联系北京同林臭氧。

































 1年免费保修服务
1年免费保修服务  售后1天内解决
售后1天内解决  长期跟踪质量服务
长期跟踪质量服务  购臭氧发生器送配件
购臭氧发生器送配件  全国配送
全国配送 



